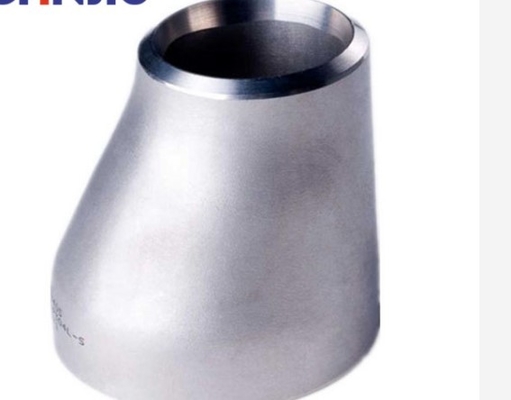
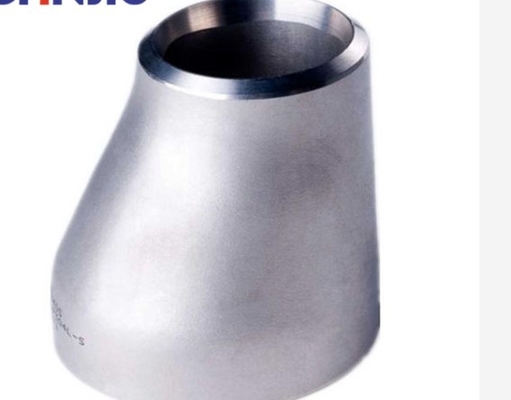
Butt-Welding Fitting Super Duplex Stainless Steel UNS S32750 Peredam Eksentrik 1*3/4 ASME B16.9
Reducer eksentrik mengacu pada tabung dengan diameter berbeda yang pusatnya tidak menyala
baris yang sama, dan tabung dengansatu pusat pada garis yang sama disebut konsentris
reduksi.Proses pembentukan yang umum digunakan adalah menyusutpencetakan, ekspansi
moulding atau shrink and expand moulding, dan stamping juga bisa digunakan untuk tertentu
spesifikasi pipa diameter yang berbeda.Penerapan peredam eksentrik Nosel
diameter kedua ujung peredam eksentrik berbeda, sehingga digunakan untuk menyambung
fitting pipa diameter yang berbeda atau flensa untuk mengubah diameter.Tabung dengan berbeda
diameter eksentrik di kedua ujung mulut, pusat lingkarannya sama
sumbu, ketika diameter pipa dihitung dengan sumbu, posisi pipa tetap
tidak berubah, umumnya digunakan untuk perubahan diameter pipa gas atau cairan vertikal.
Kebulatan peredam tidak boleh lebih besar dari 1% dari diameter luar
ujung yang sesuai, dan deviasi yang diijinkan adalah ±3mm.Bahan peredam mengimplementasikan
SY/T5037, GB/T9711, GB/T8163, Standar Amerika ASTM A106/A53 GRB, API 5L,
APT5CT, ASTM A105, ASTM A234, ASTM A106, DIN Standar Jerman dan pelanggan
standar kebutuhan
Peredam (kepala besar dan kecil) adalah sejenis alat kelengkapan pipa yang digunakan untuk mereduksi pipa.Pembentukan
Proses yang biasa digunakan adalah pengepresan diameter kecil, pengepresan ekspansi atau diameter
pengurangan ditambah menekan ekspansi, dan stamping juga dapat digunakan untuk beberapa spesifikasi
dari reduksi.
sebuah.Menyusut / memperluas pembentukan
Proses shrink forming pada peredam adalah mengosongkan pipa sama dengan diameter pipa
ujung besar peredam ke dalam cetakan pembentuk, dan logam bergerak di sepanjang rongga cetakan
dan menyusut dan membentuk dengan menekannya sepanjang arah aksial pipa kosong.Menurut
dengan ukuran diameter peredam, itu dibagi menjadi satu atau beberapa menekan membentuk
menekan membentuk.Gambar di bawah ini menunjukkan diagram skematik dari diameter yang diperkecil
pembentukan reduksi konsentris.
Pembentukan ekspansi diameter adalah penggunaan pipa kosong lebih kecil dari diameter besar
ujung peredam, dan diameter bagian dalam pipa kosong diperluas di sepanjang bagian dalam
diameter pipa kosong dengan die meninju internal.Proses pemuaian diameter
terutama memecahkan situasi bahwa peredam dengan diameter besar tidak mudah dibentuk
dengan menyusut, dan terkadang sesuai dengan kebutuhan pembentukan bahan dan produk, the
metode ekspansi diameter dan pengurangan diameter digabungkan.
Dalam proses penyusutan atau perluasan diameter deformasi menekan, menurut
bahan yang berbeda dan perubahan diameter, ditentukan untuk menggunakan pengepresan dingin atau pengepresan panas.
Dalam keadaan normal, pengepresan dingin digunakan sebanyak mungkin, tetapi pengepresan panas
harus digunakan untuk pengerasan kerja parah yang disebabkan oleh banyak peredam, ketebalan dinding tebal
atau bahan baja paduan.
b.Pembentukan stamping
Selain menggunakan pipa baja sebagai bahan baku pembuatan reduksi, beberapa spesifikasinya
reduksi juga dapat diproduksi dengan stamping dan membentuk pelat baja.Bentuk dari
mati yang digunakan untuk peregangan dirancang sesuai dengan ukuran permukaan bagian dalam peredam,
dan pelat baja setelah blanking dicap dan diregangkan oleh die.


 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter! Indonesian
Indonesian